
药液装量不能只看“合格/不合格”,还要看分布形态、批次波动、过程能力和正态性。这篇把一组装量抽查数据拆成三张图:直方图看分布,箱线图看批次,正态概率图看假设,最后给出一个可直接用于工艺判断的结论。
一句话结论: 这组装量数据中心准、波动小、分布近似正态,过程能力充分。
一、数据概览
本次分析对象为药液装量抽查结果,共 12 个批号,总样本量 387。
| 指标 | 结果 |
|---|---|
| 目标值 | 4.5 g |
| 规格限 | 4.45 g ~ 4.55 g |
| 总样本量 | 387 |
| 总平均值 | 4.4975 g |
| 总标准差 | 0.0083 g |
| 总体 CP | 1.9995 |
| 总体 CPK | 1.9003 |
| 总体受控率 | 100% |
总体判断:
- 均值非常接近目标值 4.5 g,偏倚极小。
- 波动整体很小,说明加注控制较稳。
- 所有样品都在规格限内,受控率 100%。
- 总体 CPK 接近 1.9,过程能力处于充分水平。
二、组合统计图
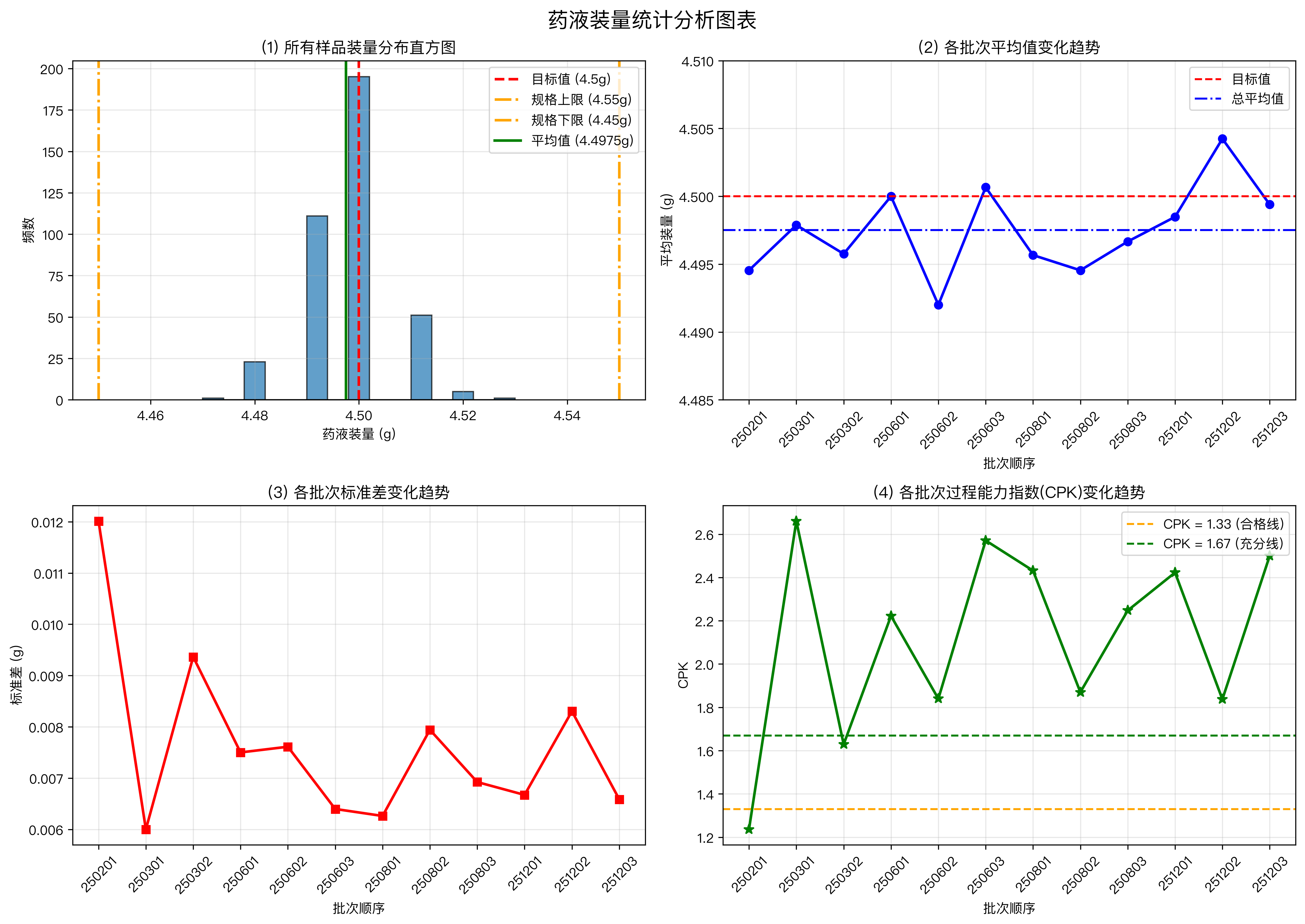
1)直方图
- 数据分布集中在 4.49 ~ 4.50 g 附近。
- 整体近似对称,没有明显长尾。
- 未见超出规格限的数据点。
评估: 该批次群体的装量分布形态良好,中心控制稳定。
2)批次平均值趋势
- 各批次平均值大致落在 4.4920 g ~ 4.5042 g。
- 绝大多数批次都紧贴目标值,未见明显漂移。
- 这说明设备设定值与实际输出的匹配度较好。
评估: 装量中心位置稳定,未见系统性偏移。
3)批次标准差趋势
- 第一批(250201)标准差相对较大,后续逐步下降。
- 后期批次基本稳定在 0.006 ~ 0.008 g 区间。
- 说明过程离散程度在改善,稳定性越来越好。
评估: 工艺波动小,且后期稳定性优于前期。
4)批次 CPK 趋势
- 仅第一批(250201)CPK = 1.236,处于“尚可”区间。
- 其余批次 CPK 均大于 1.33,符合常规能力要求。
- 多个批次 CPK 大于 2.0,说明工艺能力较强。
评估: 过程能力整体良好,后期批次表现更优。
三、各批次箱线图
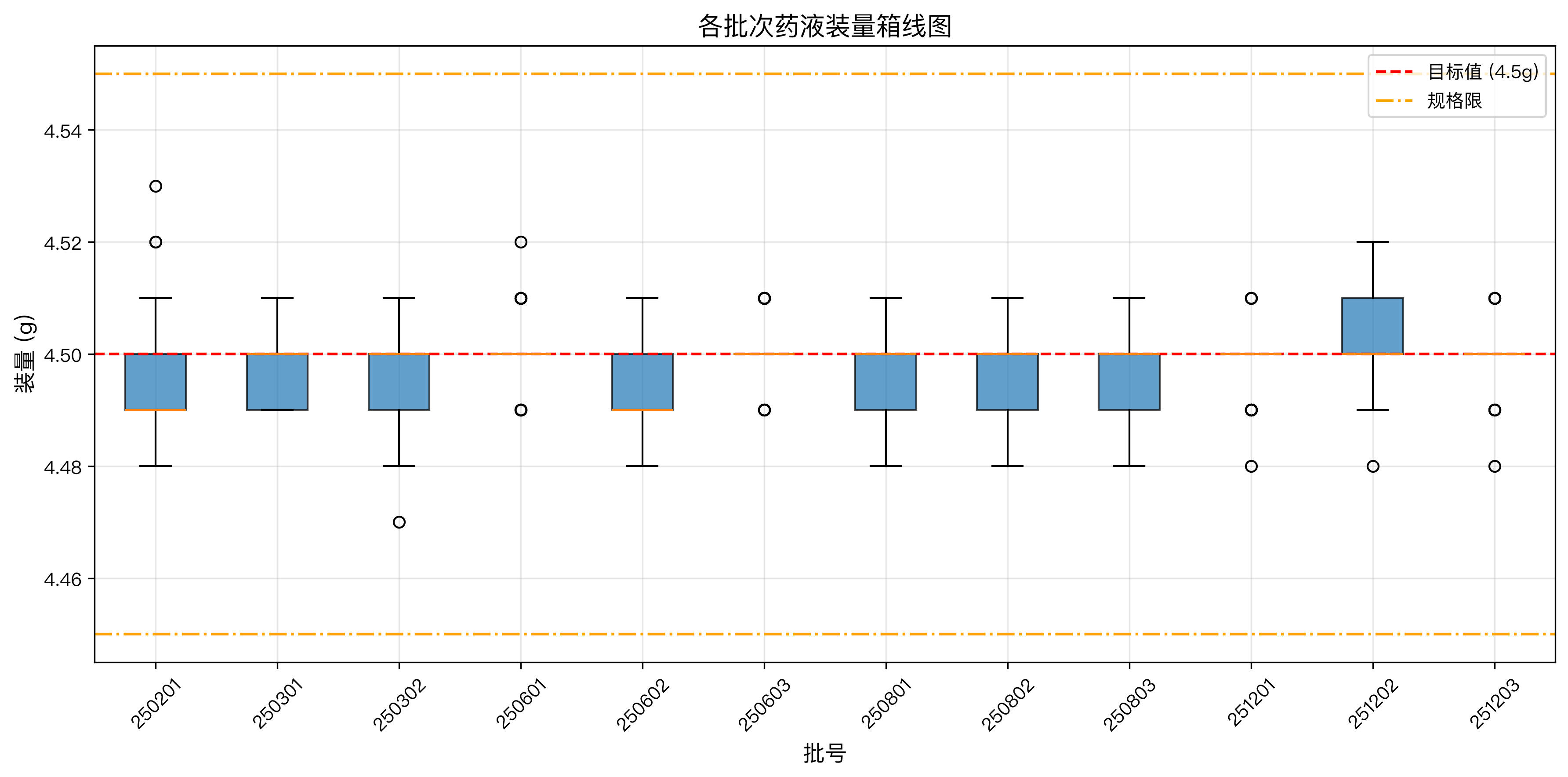
箱线图解读
- 箱体都较窄,说明四分位距小,数据集中。
- 中位数线基本接近 4.5 g,中心控制较好。
- 须线较短,极端值少。
- 未见明显异常离群点。
评估: 从箱线图看,各批次装量分布均较集中,离散度低,过程稳定。
四、正态概率图
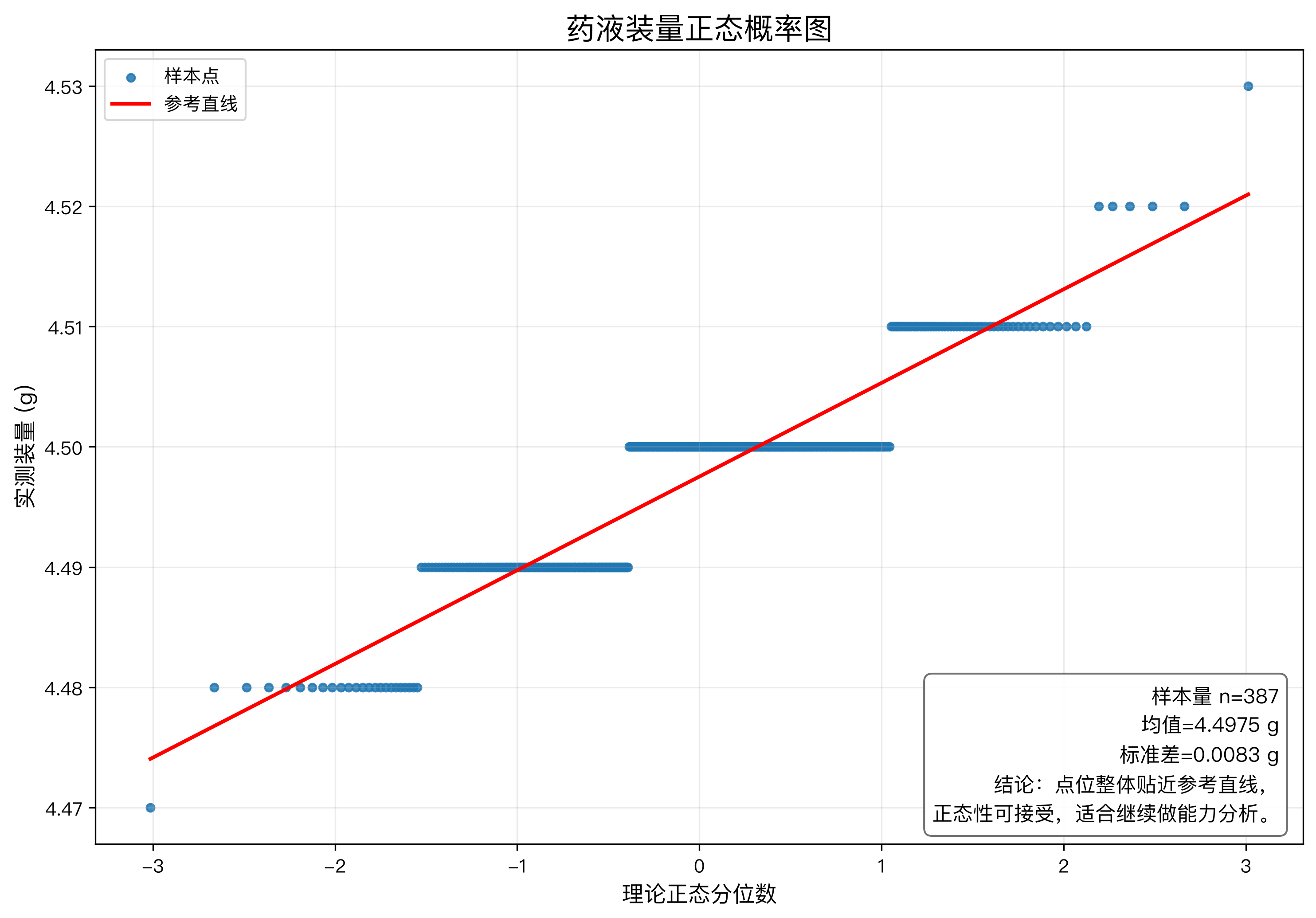
正态性判断
- 样本点整体贴近参考直线。
- 两端存在轻微偏离,但不构成明显系统性弯曲。
- 没有明显离群点破坏直线性。
结论: 该组数据可视为近似正态分布,用于后续过程能力分析是合适的。
五、综合判断
这组药液装量数据可以给出一个比较明确的结论:
- 中心准确:平均值 4.4975 g,距离目标值 4.5 g 很近。
- 波动很小:总标准差 0.0083 g,批内离散度低。
- 过程能力充分:总体 CPK = 1.9003。
- 分布可接受:正态概率图显示其近似满足正态假设。
- 批次稳定:后续批次较前期更稳,说明工艺状态在改善。
最终结论
该药液装量过程整体受控,分布近似正态,过程能力充分,适合作为受控工艺的稳定样本。
如果进一步用于 GMP 记录或年度回顾,建议继续保持:
- 直方图 + 概率图 + 控制图联动判读;
- 关注前期批次波动较大的原因;
- 对批次平均值与标准差做持续趋势监测。